Puntos clave para una producción en masa estable Línea de producción de filtros HEPA
Muchos clientes invierten en un Línea de producción de filtros HEPA Pero aún se enfrentan a grados de eficiencia inestables, plisado desigual y rendimientos de lotes fluctuantes. En la práctica, la producción estable depende no solo de la máquina en sí, sino también del control del proceso, la coincidencia de materiales y la lógica de producción general.
Para las empresas que ingresan a la industria de filtros HEPA o que actualizan las líneas existentes, la compra de equipos es solo el punto de partida. Los factores que afectan la estabilidad de la producción a largo plazo a menudo se pasan por alto durante la planificación temprana. Los medios de filtro de HEPA son delicados, y plisando parámetros deben ser controlados estrictamente. Si no se pueden mantener los grados de eficiencia H13/H14, el resultado puede ser retrabajo o lotes devueltos. Cuando estos problemas aparecen durante la producción en masa, el costo suele ser mucho mayor que la planificación adecuada al principio.
La precisión de plisado viene antes de la velocidad
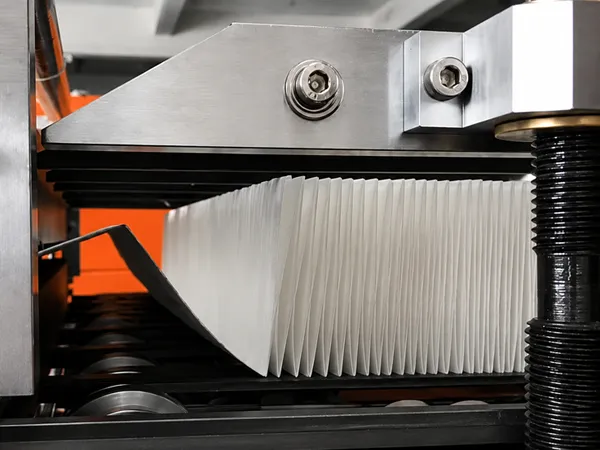
Para los elementos de filtro HEPA, el paso de plisado consistente es crítico. El plisado desigual puede causar superposición de medios locales, reducir el área de filtración efectiva, aumentar la resistencia del aire y afectar el grado de eficiencia final.
La precisión de la serie de PLM PLGT que plisaba las máquinas, tales como PLGT-600 y PLGT-1000N, utiliza control servo de la impulsión para guardar la desviación de echada del plisado dentro de una gama muy pequeña. Esto ayuda a asegurar consistencia de plisado estable para cada elemento de filtro. En la producción masiva de HEPA, perseguir ciegamente la velocidad mientras se ignora la precisión es una de las causas comunes de la calidad inestable.
Control caliente del pegamento del derretimiento
Los filtros del Mini-plisado HEPA utilizan el pegamento caliente del derretimiento para sostener la estructura plisada en el lugar sin los separadores físicos. El pegamento excesivo puede bloquear los microporos y aumentar la resistencia del aire, mientras que el pegamento insuficiente puede debilitar la unión y hacer que los pliegues se deformen o se desgarren bajo el flujo de aire operativo.
La aplicación de pegamento estable depende del control preciso de la boquilla, los parámetros de dispensación adecuados y la coincidencia cercana con el medio de filtro y la estructura del plisado. Este es un factor clave para mantener la calidad del filtro HEPA mini-plisado durante la producción en masa.
Medios de filtro y coincidencia de parámetros
Diferentes medios de filtro HEPA, como fibra de vidrio y PTFE, varían en peso, grosor y estructura de fibra, por lo que la configuración del equipo, incluida la fuerza de sujeción, la velocidad de plegado y el control de tensión, debe ajustarse de acuerdo con las propiedades físicas de cada material. Si el lote de material es inestable o los parámetros de la máquina no coinciden correctamente, pueden ocurrir problemas como el desgarro del plisado, el derramamiento de la fibra y la fuga de microporos. La producción estable de filtros HEPA depende del control combinado de equipos, materiales y parámetros de proceso, no solo de la compra de una buena máquina.
Sellado y pruebas finales
Después de enmarcar el filtro HEPA, la calidad del sellado del borde afecta directamente si se producen fugas de derivación. El encapsulado de PU deficiente o el sellado de tiras de espuma pueden permitir que el aire sin filtrar pase a través del filtro, lo que reduce el rendimiento general y crea graves riesgos de calidad.
Antes del envío, cada filtro HEPA debe verificarse a través de un escaneo profesional de fugas o pruebas de eficiencia general. En la solución completa de la fábrica de HEPA PLM, el sistema de prueba de la exploración del filtro de HEPA/ULPA es una parte esencial de la cadena de producción, ayudando a asegurarse de que cada elemento filtrante cumple estándares de calidad estrictos antes de entrega.
Plan para futuras actualizaciones de línea
Algunos clientes comienzan la producción del filtro de HEPA con una sola máquina del mini-plisado debido a los presupuestos iniciales limitados. Este enfoque es factible, pero el diseño de la fábrica y el diseño de la solución deben reservar espacio e interfaces para futuras adiciones, como el encuadre, el sellado automático de pegamento y el equipo de prueba en línea. Cuando los volúmenes de pedidos aumentan, un diseño bien planificado permite que la línea se expanda sin problemas en una línea de producción HEPA automatizada más completa, lo que ayuda a evitar la costosa reconstrucción y los costos innecesarios.
Punto de vista técnico
PLM cree que una línea de producción confiable de filtros HEPA no solo debe ayudar a los clientes a comenzar la producción hoy, sino que también es compatible con la producción en masa estable y los estándares de eficiencia consistentes en el futuro. Por lo tanto, nuestro diseño de la solución se centra no sólo en el equipo de plisado PLGT, sino también en la coincidencia de parámetros de proceso, adaptación de medios de filtro, soporte de pruebas de back-end y planificación de actualización a largo plazo.
Aspectos destacados de la solución
- Control de paso de plisado de alta precisión con servoaccionamiento
- Coincidencia de proceso de pegamento de fusión en caliente Mini-plisado
- Adaptación del parámetro de los medios de filtro
- Integración de la prueba de sellado y escaneo HEPA/ULPA
- Interfaces reservados para futuras actualizaciones automáticas de línea
Si está planeando una línea de producción de filtros HEPA o busca mejorar la consistencia de rendimiento y eficiencia de su producción de filtros H13/H14 existente, Contacto PLM Para una solución personalizada. Podemos recomendar un plan de producción práctico basado en las especificaciones de los medios de filtro, los requisitos de eficiencia, la capacidad de producción y el presupuesto.